|
جزئیات محصول:
|
| درجه فولاد: | 4140 /40crmo/en19/C45 | آلیاژی یا نه: | آلیاژی است |
|---|---|---|---|
| تکنیک: | نورد گرم | کاربرد: | میله فولادی سازه، میله فولادی قالب، میله فولادی ابزار، مواد شیمیایی، کشتی سازی |
| تایپ کنید: | میله فولادی آلیاژی | استاندارد: | ASTM، DIN، AISI، JIS |
| استفاده ویژه: | فولاد قالب | شکل: | گرد |
| طول: | 1--12 متر | سطح: | مشکی یا روشن |
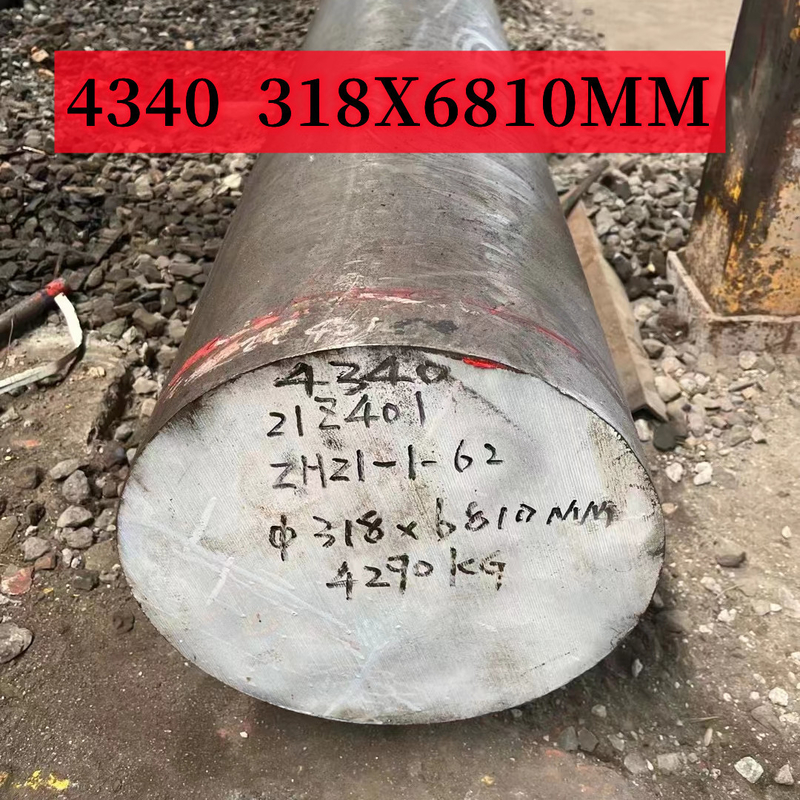
فولاد AISI 4340 تولید کننده و صادر کننده، عرضه شده با گرد، مربع، تخت، بلوک، شفت و غیره در مقایسه با AISI 4140، استحکام و چقرمگی بالاتری دارد، همچنین دارای مقاومت بسیار خوبی در برابر خستگی، مقاومت در برابر سایش و مقاومت در برابر خوردگی جوی است. AISI 4340 به طور کلی در شرایط سخت شده و تمپر شده با محدوده کششی 930 - 1080 Mpa، سختی 280 عرضه می شود. -320HB. 4340 از قبل سخت شده و تمپر شده را می توان با شعله یا سخت شدن القایی و با نیترید کردن سطحی بیشتر سخت کرد.
| فرم تامین | اندازه (میلی متر) | روند | تحمل | |
گرد | Φ6-Φ100 | سرد کشیده شده | روشن/سیاه | بهترین H11 |
Φ16-Φ350 | نورد گرم | مشکی | -0/+1 میلی متر | |
| پوست کنده / آسیاب شده | بهترین H11 | |||
Φ90-Φ1000 | فورج داغ | مشکی | -0/+5 میلی متر | |
| خشن تبدیل شده است | -0/+3mm | |||
مسطح/مربع/بلوک | ضخامت: 120-800 | فورج داغ | مشکی | -0/+8mm |
| عرض: 120-1500 | ماشینکاری خشن | -0/+3mm | ||
توجه: تحمل را می توان بر اساس درخواست سفارشی کرد
| استاندارد | مقطع تحصیلی | سی | سی | منگنز | پ | اس | Cr | نی | مو |
| ASTM A29 | 4340 | 0.38-0.43 | 0.15-0.35 | 0.6-0.8 | 0.035 ≤ | ≤ 0.04 | 0.7-0.9 | 1.65-2.0 | 0.2-0.3 |
EN10250 | 36CrNiMo4 | 0.32-0.4 | ≤ 0.4 | 0.5-0.8 | 0.035 ≤ | 0.035 ≤ | 0.9-1.2 | 0.90-1.2 | 0.15-0.3 |
| 1.6511 | |||||||||
BS 970 | EN24 | 0.36-0.44 | 0.1-0.4 | 0.45-0.7 | 0.035 ≤ | ≤ 0.04 | 1.0-1.4 | 1.3-1.7 | 0.2-0.35 |
| 817M40 | |||||||||
| JIS G4103 | SNCM439 | 0.36-0.43 | 0.15-0.35 | 0.6-0.9 | ≤ 0.03 | ≤ 0.03 | 0.6-1.0 | 1.6-2.0 | 0.15-0.3 |
| GB 3077 | 40CrNiMoA | 0.37-0.44 | 0.17-0.37 | 0.5-0.8 | 0.025 ≤ | 0.025 ≤ | 0.6-0.9 | 1.25-1.65 | 0.15-0.25 |
| چگالی g/cm3 | 7.85 | ||||
| نقطه ذوب درجه سانتی گراد | 1427 | ||||
| نسبت پواسون | 0.27-0.30 | ||||
| ماشینکاری (AISI 1212 به عنوان 100% ماشینکاری) | 50% | ||||
| ضریب انبساط حرارتی میکرومتر/متر درجه سانتی گراد | 12.5 | ||||
| هدایت حرارتی W/(mK) | 44.5 | ||||
| مدول الاستیسیته 10^3 N/mm^2 | 210 | ||||
| مقاومت الکتریکی اهم.mm2/m | 0.19 | ||||
| ظرفیت گرمایی ویژه J/(kg.K) | 460 | ||||
مدول الاستیسیته 10^3 N/mm2 | 100 ℃ | 200 ℃ | 300 ℃ | 400 ℃ | 500 ℃ |
| 205 | 195 | 185 | 175 | 165 | |
انبساط حرارتی 10^6 m/(mK) | 100 ℃ | 200 ℃ | 300 ℃ | 400 ℃ | 500 ℃ |
| 11.1 | 12.1 | 12.9 | 13.5 | 13.9 | |
| وضعیت مکانیکی | تی | U | V | دبلیو | ایکس | Y | ز |
| بخش حکم (میلی متر) | 150 | 100 | 63 | 30 | 30 | 30 | 30 |
| مقاومت کششی Mpa | 850-1000 | 930-1080 | 1000-1150 | 1080-1230 | 1150-1300 | 1230-1380 | > 1550 |
| قدرت تسلیم، مگاپاسکال | ≥665 | ≥740 | ≥835 | ≥925 | ≥1005 | ≥1080 | ≥1125 |
| ازدیاد طول % | ≥13 | ≥12 | ≥12 | ≥11 | ≥10 | ≥10 | ≥5 |
| ایزد ایمپکت جی | ≥54 | ≥47 | ≥47 | ≥41 | ≥34 | ≥24 | ≥10 |
| چارپی ایمپکت جی | ≥50 | ≥42 | ≥42 | ≥35 | ≥28 | ≥20 | ≥9 |
| برینل سختی HB | 248-302 | 269-331 | 293-352 | 311-375 | 341-401 | 363-429 | > 444 |
| برای آهنگری های سنگین خاموش و تمپر شده | |||||||
قطر میلی متر | قدرت تسلیم MPa | ||||||
| 20 ℃ | 100 ℃ | 200 ℃ | 250 ℃ | 300 ℃ | 350 ℃ | 400 ℃ | |
| ≤250 | 590 | 549 | 510 | 481 | 441 | 412 | 371 |
| 250-500 | 540 | 505 | 471 | 451 | 412 | 383 | 353 |
| 500-750 | 490 | 466 | 441 | 422 | 392 | 363 | 343 |
دمای آهنگری باید بین 1150-1200 درجه سانتیگراد انجام شود، هر چه دمای آهنگری پایین تر باشد، اندازه دانه ریزتر است. زمان مناسبی را برای گرم شدن فولاد قبل از آهنگری نگه دارید، اما کمتر از حداقل دمای آهنگری 850 آهنگری را جعل نکنید. درجه سانتی گرادAISI 4340 دارای ویژگی های آهنگری خوبی است، اما ترک به راحتی در هنگام سرد کردن نامناسب پس از آهنگری رخ می دهد، بنابراین باید تا حد امکان در هوای ساکن یا در شن و ماسه پس از آهنگری سرد شود.
نرمال سازی برای اصلاح ساختار آهنگری که ممکن است پس از آهنگری به طور غیر یکنواخت خنک شده باشد استفاده می شود و به عنوان یک عملیات تهویه قبل از عملیات حرارتی نهایی در نظر گرفته می شود. دمای عادی برای فولاد AISI 4340 باید بین 850-880 درجه سانتیگراد انجام شود.زمان مناسبی را نگه دارید تا فولاد کاملاً گرم شود تا تبدیل فریت به آستنیت کامل شود. در هوای ساکن خنک شود.
بازپخت کامل برای AISI 4340 قبل از ماشینکاری توصیه می شود، AISI 4340 باید در دمای اسمی 830-850 درجه سانتیگراد حمل شود، زمان مناسبی را برای گرم شدن کامل فولاد نگه دارید، سپس کوره را تا دمای 610 درجه سانتیگراد با نرخ 11 درجه خنک کنید. در ساعت، در نهایت خنک کننده هوا.
این عملیات حرارتی ساختار مارتنزیت را پس از خاموش شدن به دست می آورد. سختی و استحکام سطح را افزایش می دهد. AISI 4340 باید بین دمای 830 ℃-865 ℃ انجام شود، زمان مناسبی را برای گرم شدن کامل فولاد نگه دارید، 10-15 دقیقه در هر خیساندن. بخش 25 میلی متری کوئنچ روغن توصیه می شود.
فولاد آلیاژی AISI 4340 باید در شرایط عملیات حرارتی یا نرمال شده و عملیات حرارتی قبل از تمپر قرار داشته باشد.درجه حرارت واقعی برای برآورده کردن خواص مورد نیاز انتخاب می شود. معمولاً در دمای 450-660 درجه سانتیگراد انجام می شود، تا زمانی که دما در سراسر بخش یکنواخت شود نگه دارید، به مدت 1 ساعت در هر 25 میلی متر بخش خیس کنید و در هوای ساکن خنک شود. از تلطیف بین 250-450 درجه سانتیگراد اجتناب نمی شود زیرا معتدل کردن در این محدوده به طور جدی ارزش ضربه را کاهش می دهد و منجر به شکنندگی مزاج می شود.
AISI 4340 اغلب به دلیل سختی پذیری بهتر و چقرمگی ضربه CVN بهبود یافته در سطوح مقاومت بالاتر نسبت به AISI 4140 استفاده می شود.
کاربردهای معمولی عبارتند از: محورهای سنگین، شفت ها، چرخ دنده های سنگین، دوک ها، پین ها، ناودانی ها، کولت ها، پیچ و مهره ها، کوپلینگ ها، چرخ دنده ها، پینیون ها، میله های پیچشی، میله های اتصال، میله های کلاغ، قطعات نوار نقاله، هیدرولیک فورج شده، فولاد میل فرفورژه. و غیره.
![]()
![]()
تماس با شخص: Mr. Gao Ben
تلفن: +86-18068357371
فکس: 86-0510-88680060